
Use cases of Data Analytics in Supply Chain
USE CASES OF DATA ANALYTICS IN SUPPLY CHAIN
Supply chain which plays an important role in business is being digitalised .
As a result, the fast expansion in volume and variety of data types across the supply chain has
necessitated the development of systems that can intelligently and quickly evaluate enormous amounts
of data.
While dealing with huge data in supply chain , data analytics plays a major role in better decision making for all supply
chain operations by combining data and quantitative methodologies.It gives us insights about past and
present trends and helps us make strategic decision , increase efficiency and help us in competing.
As a result of data analytics, businesses can gain a better knowledge of their customers’
needs, provide appropriate service to meet those demands, increase sales and revenue, and expand into
new areas.
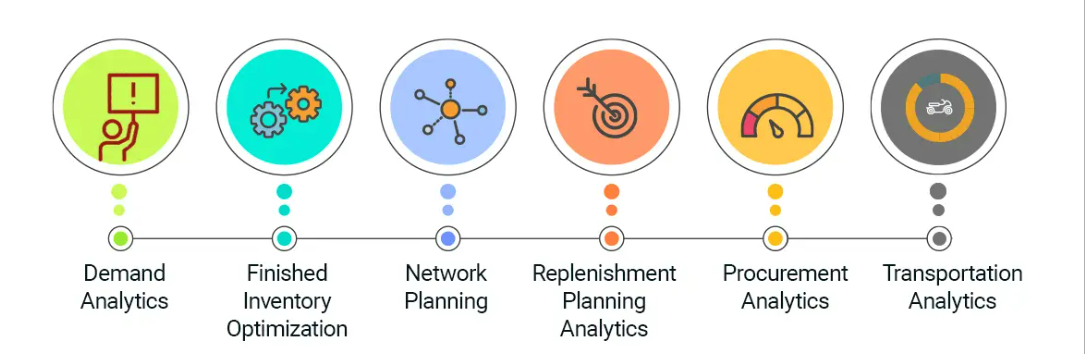
6 Applications of Data Analytics in Supply chain -
1. Demand Planning-
Meeting the demands of the customers according to their changing interest is a risky task . It plays an important role in development of the business.Getting an incomplete order leads to dissatisfaction and can lead to defamation.Data analytics can help us forsee

the near term , medium term and long term demands of the customers and understand their changing preferences, and
provide a unique brand experience.With data-driven predictions, supply chain leaders can then more intelligently and proactively decide how they should respond to and meet demand, including determining what are the most appropriate actions to take in production, pricing, promotions and fulfillment.
2. Optimizing cost -
Capital management is a strong pillar in any business. Predictive analytics gives us a better forecast about how much budget should be placed at required places while by seeing previous years trends .Which helps save the budget which can be used in other required fields . For example, the raw materials for manufacturing will be taken from different places, analysing it by seeing profit and loss trends and help us minimize the cost.
3. Production -
Predicting about the production time helps us to reduce wastage and saves time.This can be done by a time anlysis .Collecting, managing, and using innovative analytical approaches to acquire insights and usable information, then applying it to choices, can help to minimize uncertainty. Analytics helps in creating a clear plan regarding when and where to ship the products. This allows proper planning which can be easily integrated at various levels like channel, retailer and distributor. This increases the in-store availability of the products and also enhances customer satisfaction with better services.

When a business launches a new product, machine learning can forecast the demand and predict the sales. The statistical models help in advanced demand forecasting that also takes into consideration several causal factors of the market.Lastly, machine learning takes into consideration various factors that affect manufacturing and production work like stocks, constraints, machinery, warehouse, etc. This helps with improving the workflow.
4. Supplier relations -
Understanding the demand is only half part of the job. Analyzing about the full supplier base is also critical so a company can understand how its suppliers are performing and see potential risks across the supplier base.For supply chain companies to develop effective relationship management strategies, they require reliable supplier data. Based on the most data, predictive analytics can help in finding the low cost and high-quality supply partners. It takes into consideration the scoring models of cost of suppliers, vendor quality and overall stability of the long- term relationship with the suppliers throughout time for present and future usage. Also, they will be able to execute predictive and intelligent supplier selection activities.

5. Warehouse allocation -
To have a good supply chain and a profitable business, it is important to make sure that the inventory facilities and manufacturing amenities are all properly networked. Analytics takes into consideration the manufacturing units and warehouses available and how it can affect the supply chain with a changing demand. Also, it helps in creating flow paths that can help in fulfilling customer demands of various segments at the lowest cost and also analytics help in allocating resources in the best way in given space with given constrains.Big warehouses, for example, can reorganize pallets mechanically at night to optimize
scheduling.
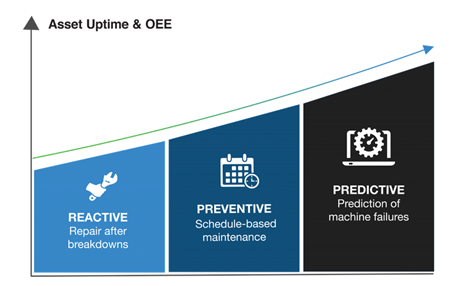
6. Machine Maintenance -
The shift toward data analytics is enhancing the efficacy of the maintenance department and, as a result, improving operational uptime. By merging machine data with other area data, the operation can effectively perceive the health and performance of its equipment. This is mainly done by installing sensors and using the data to replicate the operation of the device.Data analytics results in more than just the replacement of objects before they break down.And analytics helps in making machine budgeting easier and more optimized.
- Namratha Ravilla
- Sep, 19 2022